



Plasma Spray
Atmospheric Plasma Spray
The invention of Plasma Spray has really revolutionize the Thermal Spray Industry, starting in the 1980s and 1990s, mainly because of its wide applications into the aero engine parts and industrial gas turbine applications. Plasma spraying is the only one among thermal spraying processes that utilize a high energy heat source to melt, atomize and accelerate fine particles onto a suitably prepared surface.
Upon impact, these molten particles cool down and solidify instantly by heat transfer to the underlying substrate and therefore form, by accumulation, a coating consisting of lamellae. The temperatures in a plasma flame are normally 10 000–15 000 oC, while in maximum application, it can actually ram up to 30,000 oC. Due to this high temperature, almost any materials, be it metal, carbides, ceramic such as refractory metals or oxides can be melted and deposited to form a coating by plasma spraying.
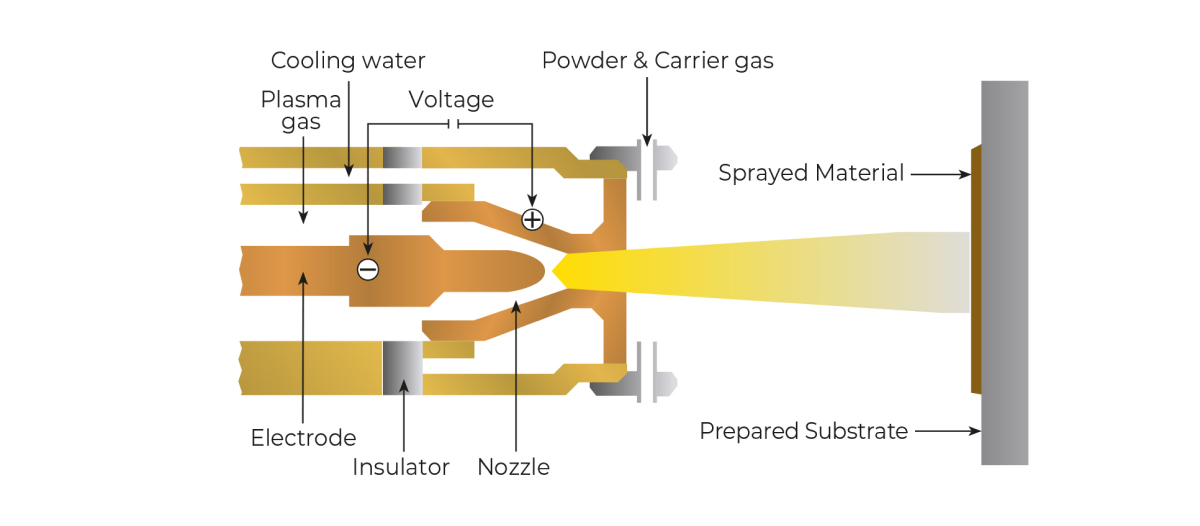
An highly controlled arc is struck between a tungsten cathode and a copper anode within the plasma gun. An inert/reducing gas mix is fed into the space between the anode and cathode, where it becomes ionized and forms a plasma. The plasma passes through the nozzle as a high velocity jet and recombines into the gas phase along the way, releasing heat energy. The (powder) consumable is injected into the gas/plasma stream, melted/softened and propelled onto the substrate.
In general Plasma System, a 200 Amperes power supply is highly desired. Due to the high heat, sufficient chiller capacity plus setting of cooling compressed air jets directing at work piece is crucial to avoid substrate overheating. Particle velocity in Plasma Spray is between Mach 1 to 3.
Plasma Spray coating process is ideal for materials with very high melting points (oxides, intermetallics, refractory metals). Plasma spraying produces a high quality coating by a combination of a high temperature, high energy heat source, a relatively inert spraying medium and fairly high particle velocities.
Vacuum Plasma Spray
VPS (Vacuum Plasma Spray) works by injecting metal or ceramic powders into a hot gas plasma, which melts the powders. These molten droplets are then projected onto a substrate to form a coating. During the coating process, the VPS spray chamber is filled with an inert gas and maintained at low pressure, ensuring no oxidation takes place.
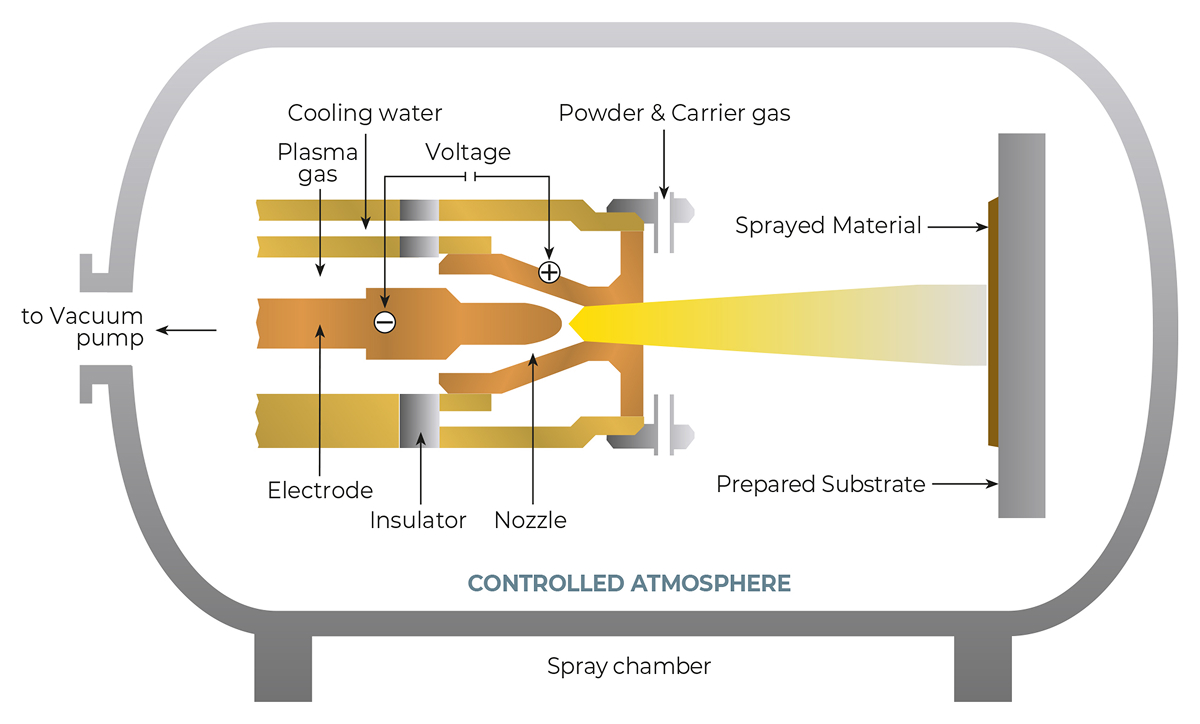
LPPS (Low pressure plasma spray) and VPS are two different designations for the same process. The “flame” (no fire is actually involved in the process) is a high-temperature plasma and spraying is performed in a low-pressure argon atmosphere. This process enables materials that are sensitive to oxidation to be sprayed, these are usually the so-called MCrAlYs. The coating is very dense, and due to the absence of oxygen during spraying no oxides are formed. The surface roughness is strongly dependent on the particle size used for spraying. Normally, a relatively high degree of roughness is created and the surface will be smoothened by a shot peening and/or polishing process after coating production.
Plasma spraying can be done in various atmospheres:
- Low pressure or soft vacuum (LPPS/VPS), for reactive metals such as Ti alloys
- Underwater